熱軋帶鋼卷形控制分析
摘要:熱軋帶鋼卷形問題是影響帶鋼質量的重要因素����。本論文針對熱軋帶鋼卷取過程中產生的卷形問題���,從控制模型及工藝操作、設備管理因素等方面對各類卷形進行分析和研究���,解決卷取卷形不良問題,提高成材率和經濟效益��。
1 前言
卷形作為卷取區(qū)域重要和難控制的事項,如發(fā)生問題會影響后道工序能否正常的運行���, 嚴重時會造成主軋線短時間的非計劃停機�����。卷形塔形在可處理范圍內時���,可通過平整線�����、重卷線、 橫縱切線等精整線處理,但隨之增加額外成本��,但 是�����,塔型在運輸過程中重心偏�,造成運輸鏈��、步進梁掉卷�,砸壞設備��,嚴重時影響正常生產��。
2 卷形缺陷及產生原因
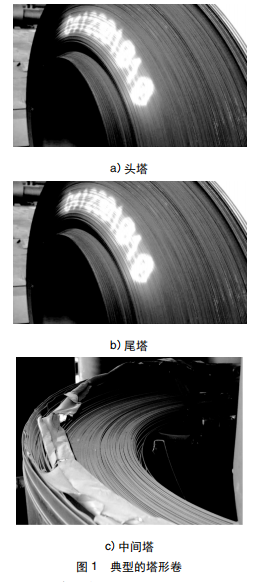
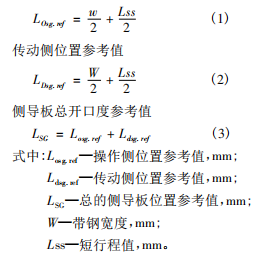
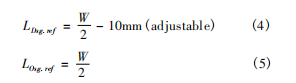
卷形不良的主要缺陷是塔形����。塔形根據類型 分為內塔( 頭塔) ���、外塔( 尾塔) 、中間塔( 層間錯動���、鋸齒) 三種���。如圖 1 所示典型的卷形不良��。
1)內塔:頭部內圈偏向一側嚴重���,形成塔形��。因來料跑偏嚴重或帶鋼頭部鐮刀彎��,側導板夾持 糾偏����,將中心線重新調回��,產生塔形���。助卷輥單側磨損嚴重或水平度不好���,也會加劇塔形的產生����。
2)外塔:尾部十幾圈范圍內,帶鋼偏向一側����, 形成鋼卷尾部塔形����。帶鋼尾部出精軋末機架后, 夾送輥兩側壓力偏差變大����,側導板夾持不住帶鋼, 造成中心線跑偏形成塔形�。
3)中間塔:鋼卷中間部分帶鋼兩側交叉錯動����, 兩側不平整,形似鋸齒。因精軋末機架與卷取夾 送輥之間張力波動大、速度不匹配造成失張嚴重 使得帶鋼運行不穩(wěn)定����,側導板夾持力不足,帶鋼在側導板之間游蕩��、上下抖動���。根據塔形產生原因可分為設備原因����、工藝原因和操作原因。
2.1 設備原因
1)側導板對中度偏差大�、磨損嚴重��,造成夾持 不住帶鋼產生塔形��;
2)夾送輥水平度不好、磨損嚴重�,上下輥之間兩側輥縫不一致,易在卷取時產生塔形�;
3)助卷輥����、卷筒水平度偏差大���、磨損嚴重,造成兩者之間輥縫偏差大����,導致帶鋼頭部不能平行通過助卷輥而產生塔形���;
4)卸卷小車托輥水平不好,定尾時產生塔形��; 定尾完成后托輥鎖不住、鋼卷在小車上打滑都易造成塔形�; 卸卷小車時序控制異常,也會造成 塔形�����;
5)檢測原件失真或異常��。生產時頭部到達夾 送輥��,系統(tǒng)未檢測到受載信號而沒有發(fā)出信號�����,或接收到受載信號,但分析處理時間過長�,造成建張時序( 助卷輥打開、卷筒漲徑) 錯誤和側導板第二 次短行程動作時序異常���;
6)設備運行不穩(wěn)定:位置精度不好�����、液壓稀油系統(tǒng)故障���、標定不準等�����;
7)電氣運行不穩(wěn)定:傳動連鎖保護不全��、傳動不穩(wěn)定、控制元件故障�����、數據傳輸異常( 轉矩����、張 力、位置��、壓力�����、速度��、卷取溫度�����、跟蹤等) 、控制邏輯異常等�。
2.2 工藝原因
1)精軋來料問題: 跑偏嚴重、鐮刀彎����、S 彎����、凸 度異常���、楔形大、浪形���、卷取溫度低等問題都會產生塔形;
2)側導板控制時序���,兩側動作不一致會將帶 鋼頭部撞向側導板動作偏慢的一側���,產生塔形���;
3)側導板開口度設定不當,薄規(guī)格速度快��,側導板動作速度恒定����,開口度設定偏大���,動作時間就偏長容易產生塔形。
2.3 操作原因
1)數據給定不合適�����,例如超前率、滯后率�����、張力等都會產生塔形����;
2)設備點檢不及時����、設備更換不及時�;
3)技能差�����,未按規(guī)定操作�����、誤動作�����、監(jiān)控不及時、調整不及時等�����。
3 改進方法
設備和操作原因暫且不談��,本節(jié)重點闡述工藝方法改進措施����。
3.1 側導板開口度的設定及控制
側導板位于卷取機夾送輥前方����,主要用于引導帶鋼進入夾送輥并對帶鋼進行對中和夾持�,保證卷形的穩(wěn)定����。側導板控制分為壓力控制和位置控制兩種控制模式�。
3.1.1 開口度設定
主要分為以下五個階段:待機:XSG = B + S1 式中:XSG:側導板的計算機設定值���,mm;B:帶鋼的目標寬度����,mm����; S1:一次短行程量���,一般 S1 = 100mm�。
1)在導板入口處檢測到鋼帶頭部后,兩側對 稱關閉至距導板兩側 30mm 處�。XSG = B + S2( S2 = 30mm) ;
2)帶鋼頭部到夾送輥處后���,檢測到信號激活 二次短行程�,通過短行程液壓缸開始運動,關閉導板固定鋼帶直至建立后張力����;
3)建立后張力后,為防止伸縮�,操作側導板位置應固定�,傳動側導板移動到已測定的寬度位置�����。壓力控制通過傳動側側導板調整位置實現(xiàn)���;
4)當帶鋼尾部進入夾送輥后恢復到待機設定值。
3.1.2 側導板的控制時序
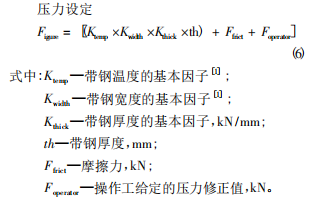
為了避免位置跳躍�����,所有的設定值都是按一 定的斜率慢慢靠近的。手動干預和設定的斜率存儲在內部參數中�����,也可以變化���。這些設定值被液壓缸的大和小位置所限制。如果沒有預先選擇操作模式�,側導板的當前位置視為設定值。在自動位置模式下�,入口側導板操作側參考 開口度為實際帶鋼寬度加上操作側和傳動側的短行程���。如果沒有帶鋼在側導板之間����,這個短行程作為一個附加值被應用��。
一旦帶鋼頭部進入夾送輥���,操作側關閉到帶鋼寬度的一半����,然后保持位置控制。這個傳動側位置設定值將變成帶鋼寬度的一半減去一個可調整的值(10mm) ����。如果傳動側碰到帶鋼的邊部,實際壓力增加到一個值����,當這個值高于設定壓力值�, 側導板會將壓力自動控制到計算的壓力���。在壓力控制時序的過程���,設定壓力值會根據操作側和傳動側實際壓力的偏差進行適應���。如果帶鋼與傳動側建立一個橫向力,操作側檢測到的真實壓力有所減少���,相對于傳動側的設定壓力偏差將增加�����。在壓力控制下,傳動側側導板的導向過程中�,真實位置和設定位置的偏差是可控的。如果這個偏差超過計算值( 導板使帶鋼褶皺) �����,壓力控制不可用����, 側導板將進行位置控制����,并打開到帶鋼寬帶的一半。
當帶鋼尾部離開側導板前的熱檢并加上時間延遲��,側導板將打開一個設定的短行程��。當帶鋼尾部進入夾送輥前的熱檢檢測區(qū)域,側導板將會為下一塊鋼做準備�����。
3.2 夾送輥控制
操作工可根據夾送輥兩側壓力偏差�,對拋尾后兩側壓力進行調整,防止兩側壓力偏差大引起帶鋼跑偏��,提前調整兩側壓力進而改善卷形���。
3.3 卷取張力設定
卷取張力對卷形的影響很大。張力設定:T = w × h × t 式中:T-總張力�����,N��;w - 成品寬度,mm��;h-成品厚度�����,mm�;t-單位張力�����,N/mm2���,單位張力根據二級系統(tǒng)中查表法計算得出��,帶鋼厚度不同,單位張力也不一樣����。 張力設定過大��,會造成帶鋼局部拉伸變窄�����,超標會造成后道工序重卷將窄尺部分切除���,影響成材率并增加成本。張力設定偏小����,會造成卷取不緊����,卷形不良形成面包卷��、扁卷��。程序設定為未卷鋼前有個較小的初始張力,建張后為恒張力卷取��。在帶鋼尾部到 F3 時�����,拋尾減張力控制投用(-20% ~-40% )��,避免末機架拋鋼張力變化大造成帶鋼尾部運行不穩(wěn)定�����。帶鋼尾部以一個較小的張力穩(wěn)定運行����,直至卷取完畢��。
3.4 超前率����、滯后率設定
根據現(xiàn)場頭尾部卷形��,調整超前率和滯后率�。頭部卷不緊需要加大超前率�����,尾部松���、卷不緊需要加大滯后率���。數據給定:
1)熱輸出輥道給定 10% ~ 25% ,按照輥道分段控制速度逐段遞增����。滯后率一般給定在 10% ~ 20% ���。帶鋼越薄�,滯后率越大�����,減速點越靠近卷取機��; 帶鋼越厚,滯后率越小��,減速點越靠近精軋末機架�;
2)夾送輥超前率為 5% ~ 15%���,滯后率為 5% ~ 10% �;
3) 助卷輥超前率為 10% ~ 35% ;
4) 卷筒超前率為 8% ~ 20% ���。
4 設備保養(yǎng)��、電氣優(yōu)化�、規(guī)范操作
通過原因和措施改進分析�,從設備定期保養(yǎng)、電氣優(yōu)化和規(guī)劃操作入手�����,確保卷型控制��。
4.1 設備保養(yǎng)
定期進行設備保養(yǎng)維護��,保證設備精度。 1) 側導板位置偏差 ± 2mm��,磨損量 5mm 以 內���,對中度偏差 ± 2mm��,側導板與輥道間隙小 于 3mm; 2)夾送輥兩側位置偏差 1mm�,輥縫定位精度 ± 0.1mm��,水平偏差 ± 0.2mm�,壓力偏差 ± 10kN�; 3) 助 卷 輥 定 尾 精 度 ± 0.1mm,壓 力 偏 差 ± 5kN�����;4) 卷筒: 收縮位727mm,初漲位745mm�, 終漲位770mm。
4.2 電氣優(yōu)化
1) 側導板在夾送輥觸發(fā)信號異常不動作時����,可在程序設定一次短行程動作幾秒后啟動���,避免第二次短行程不動作產生塔形;
2) 對張力修正程序進行優(yōu)化�,在操作臺面進行加減張力���,每次調整量控制在單位張力的 5% �;
3) 助卷輥壓尾優(yōu)化��,在尾部到達側導板時���,選 定的壓尾助卷輥進行壓靠,壓靠壓力可進行調整�,防止壓力過大卡住帶鋼造成尾塔;
4) 卸卷小車時序修改 F3 拋鋼一次上升����,F(xiàn)7 拋鋼二次上升�,尾部進側導板時上升頂住鋼卷��,避免了厚硬規(guī)格助卷輥壓不住造成的松圈現(xiàn)象���;
5) 對一些重要檢測原件,采用雙原件檢測方 式���,避免單個出現(xiàn)故障影響設備動作�����。
4.3 操作規(guī)范
1)專業(yè)間技術交流和學習,提高自動化控制理論和實操理論���。提高作業(yè)技能��,減少人為原因產生的異常卷;
2)制定點檢作業(yè)標準���,對一些重要檢測元件的檢查�����、維護重點學習并能學以致用�;
3)制定工藝件更換周期,與機修專業(yè)做好更換���、檢查���、調整記錄�,做好初始化工作�。
5 結束語
卷取作為熱軋線后面一道工序�����,通過采取相應措施,可減少并控制異常卷率���,減少異常卷處理切損�����,提高產品成材率和經濟效益。



 15358968703
15358968703