導(dǎo)衛(wèi)的安裝與調(diào)整
圓鋼和螺紋導(dǎo)衛(wèi)調(diào)整:
1、所有的進口滾動導(dǎo)衛(wèi)在調(diào)整時���,導(dǎo)衛(wèi)的導(dǎo)輥必須距導(dǎo)衛(wèi)的軋制中心線(導(dǎo)衛(wèi)中心線)是一致的,禁止導(dǎo)輥的偏向�����,那樣會產(chǎn)生進口對不準����,導(dǎo)輥易損壞����,軋件易倒料���。如:12H進口滾動導(dǎo)衛(wèi)在調(diào)整時���,導(dǎo)輥的間隙與實際料型的間隙為±10絲左右;也就是說在調(diào)整導(dǎo)衛(wèi)的兩個導(dǎo)輪的間隙時��,用實際料型來調(diào)整�����,呈現(xiàn)導(dǎo)輪很輕松的跟著樣棒轉(zhuǎn)動為最佳��。但是���,在左右兩邊導(dǎo)輪距導(dǎo)衛(wèi)的本身中心線一致時,間隙適當時����,才為最佳�。
2����、如:12H出口滑動導(dǎo)衛(wèi)����,安裝時必須導(dǎo)管鏟嘴與軋輥槽的配合間隙為1—1.5mm為最佳�,也就是說安裝沒有與軋輥相摩擦為佳�����。
也就是說單線的進出口導(dǎo)衛(wèi)的中心線高必須與軋制線中心高要一致,左右偏向要一致����,安裝時要三點一線���。
3、導(dǎo)衛(wèi)在裝配時���,必須正確安裝,緊固導(dǎo)衛(wèi)的所有的緊固件�����,以防導(dǎo)衛(wèi)松動�,在軋制過程中影響軋制���。
1、16H出口切分導(dǎo)衛(wèi)的調(diào)整�����。切分輪的調(diào)整要平齊�����,兩個切分輪的調(diào)整間隙應(yīng)為±10絲左右(也就是轉(zhuǎn)動上切分輪帶動下切分輪輕松轉(zhuǎn)動就可以了)���。切分刀片應(yīng)與切分輪、進口夾板在同一條中心線上����,叫三點一線���。注:切分導(dǎo)衛(wèi)得進口夾板〈鏟嘴〉在與軋輥裝配時,必須和軋輥配合間隙為〈1mm〉良好�����。
2、17H出口扭轉(zhuǎn)導(dǎo)衛(wèi)〈01-02〉的調(diào)整�����。在軋制過程中,根據(jù)實際軋速�,根據(jù)實際軋制品種來調(diào)整扭轉(zhuǎn)導(dǎo)衛(wèi)的扭轉(zhuǎn)角度;軋制速度越快�����,兩個扭轉(zhuǎn)輪的間隙越大����。用實際料型測量扭轉(zhuǎn)導(dǎo)衛(wèi)的扭轉(zhuǎn)角度應(yīng)為最佳���。在軋制速度越快的情況下,用實際樣棒調(diào)整的如下α角度越來越小��。一般呈現(xiàn)的角度為15°左右�����。(在軋制過程中可以用以下圓棒來調(diào)整兩輥的間隙��。如:φ22*2的用圓鋼22mm來調(diào)整;���。)分別用樣棒來調(diào)整,調(diào)整時兩個扭轉(zhuǎn)輪跟轉(zhuǎn)就可以���,輕松轉(zhuǎn)動不易太緊����。
出口扭轉(zhuǎn)導(dǎo)衛(wèi)呈現(xiàn)的角度圖:
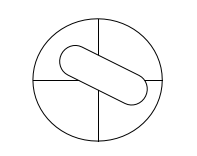
3、在軋制中(15 –16)架滾動導(dǎo)衛(wèi)(0930B/C)的導(dǎo)輪�����,必須左右兩邊導(dǎo)輪各自兩平齊��,每兩邊的導(dǎo)輪距導(dǎo)衛(wèi)中心線為一致,調(diào)整導(dǎo)輪間隙����,用實際料型調(diào)整導(dǎo)輪�����,四個導(dǎo)輪跟著轉(zhuǎn)����,不要太緊,用實際樣棒來調(diào)整導(dǎo)輥�,如導(dǎo)輥很輕松的在跟著轉(zhuǎn)動�����,實際料棒在導(dǎo)衛(wèi)的左右移動又很輕則為最佳(在沒有樣棒時����,調(diào)整間隙比實際來料大0.5mm左右).
1�����、在軋制(φ22×2)的軋制工藝,前提條件必須保證軋機左右輥輥縫是一致的��,禁止錯輥�����,導(dǎo)衛(wèi)安裝適當。在保證導(dǎo)衛(wèi)和軋輥調(diào)整良好時�����,就是保證了料型的基本尺寸是一致的�����,二切分軋制關(guān)鍵是料型的變化,料型必須符合基本尺寸�����,才能保證軋制的順利進行��,才能保證產(chǎn)品合格���。
2、二切分的導(dǎo)衛(wèi)安裝和調(diào)整〈DCR—2—00〉
?��、俦WC二切分輪的安裝正確,保證切分輪的兩個切分韌是平齊的;
?、郾WC分料盒的刀片與切分輪的韌口基本平齊����,避免偏斜,產(chǎn)生粘鋼;
④二切分進口夾板〈進口鏟嘴〉中心必須與切分輪����、二切分刀片的中心線在同一條線上,注:〈進口鏟嘴與軋輥表面軋槽的間隙應(yīng)為1mm最佳〉����。
⑤在軋制二切分時��,導(dǎo)衛(wèi)的刀片和切分輥必須冷卻良好,避免兩個切分刀片之間溫度過高產(chǎn)生粘鋼和導(dǎo)輥中心溫度過高會產(chǎn)生自然退火����,影響使用壽命和軋制。
⑥二切分導(dǎo)衛(wèi)必須保證與軋機的安裝是正確的��,料型的正確性才能保證進一步解決問題;必須保證進出口導(dǎo)衛(wèi)的調(diào)整是良好的��,整個軋制系統(tǒng)良好�����,才能順利達產(chǎn)。
3����、在軋制二切分時常出現(xiàn)以下問題:
?�、跑堉瞥善返膬筛灰粯哟?�,①一邊比一邊大��,則是可以調(diào)節(jié)15H進口是否預(yù)切偏,切向進口導(dǎo)輥的調(diào)節(jié)過大���,再檢查兩頭的輥縫是否一致等;②出現(xiàn)16H到17H次之間右邊高左邊低���,17H到18H右邊低左邊高現(xiàn)象�����,首先檢查17H軋輥的兩頭輥縫是否一直,在檢查18H的軋輥輥縫��。
⑵出現(xiàn)二切分導(dǎo)衛(wèi)粘鋼的現(xiàn)象時�,可以看一下冷卻是否良好,如�,冷卻良好�,可以看一下,軋制線的軋槽是否太老了����。15H、16H����,從而造成切分帶變大���,造成刀片兩邊粘鋼�����,從而不能保證軋制線的順利軋制����,從而可以考慮一下導(dǎo)衛(wèi)的切分輪是否有破口等�。
⑶在軋制過程中�����,調(diào)整可以看成品來進行調(diào)整,基本在3—4小時對軋機進行軋制調(diào)整��,基本一次調(diào)整量在可以20—30絲左右�����,以保證料型的基本正常���,才能達到順利軋制�����。
保證12H來料符合工藝要求,用12V來料進行精軋每架次的料型測量�,要符合軋制表上的工藝要求����。
14V進口導(dǎo)衛(wèi)間隙與來料相符。保證14V料型符合工藝要求�����。
15H進口滾動導(dǎo)衛(wèi)導(dǎo)輥間隙調(diào)整與料型相符,導(dǎo)衛(wèi)應(yīng)裝對軋槽�����,保證料型符合要求�����。
16H同15H導(dǎo)衛(wèi)的調(diào)整。
軋輥間隙應(yīng)該按工藝要求,看實際軋輥的彈跳大小來定�。
16H出口導(dǎo)衛(wèi)的切分���,切分刀片應(yīng)與切分輪對齊,保證良好潤滑和安裝����。
保證17H的進出口導(dǎo)衛(wèi)與軋槽相對準,再使軋輥的輥縫符合工藝要求�,兩頭輥縫一致。
要保證成品架次的進出口導(dǎo)衛(wèi)的正確安裝��,緊固。
1����、16H出口切分導(dǎo)衛(wèi)的調(diào)整。切分輪的調(diào)整要平齊�����,兩個切分輪的調(diào)整間隙應(yīng)為±10絲左右��。切分刀片應(yīng)與切分輪���、進口夾板在同一條中心線上��,叫三點一線。三切刀片的間隙分別為:φ14χ3�����,為24mm左右����。注:切分導(dǎo)衛(wèi)得進口夾板〈鏟嘴〉在與軋輥裝配時����,必須和軋輥配合間隙為〈1mm〉良好��。
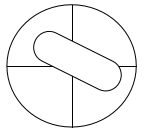
2����、17H出口扭轉(zhuǎn)導(dǎo)衛(wèi)〈NA-1���,01-02〉的調(diào)整�����。在軋制過程中�����,根據(jù)實際軋速����,根據(jù)實際軋制品種來調(diào)整扭轉(zhuǎn)導(dǎo)衛(wèi)的扭轉(zhuǎn)角度;軋制速度越快��,兩個扭轉(zhuǎn)輪的間隙越大�。導(dǎo)輥的間隙分別為:〈φ14χ3,用實際料型測量扭轉(zhuǎn)導(dǎo)衛(wèi)的扭轉(zhuǎn)角度應(yīng)為最佳���。在軋制速度越快的情況下,用實際樣棒調(diào)整的如下α角度越來越小���。一般呈現(xiàn)的角度為11.5°左右�。(在軋制過程中可以用以下圓棒來調(diào)整兩輥的間隙��。用14mm圓鋼樣棒來調(diào)整�,調(diào)整時兩個扭轉(zhuǎn)輪跟轉(zhuǎn)就可以,不易太緊�����。
出口扭轉(zhuǎn)導(dǎo)衛(wèi)呈現(xiàn)的角度圖:
3、在軋制中(15-16H)架導(dǎo)衛(wèi)(0930B/C)的導(dǎo)輪���,必須左右兩邊導(dǎo)輪各自兩平齊��,每兩邊的導(dǎo)輪距導(dǎo)衛(wèi)中心線為一致,調(diào)整導(dǎo)輪間隙�����,用實際料型調(diào)整導(dǎo)輪����,四個導(dǎo)輪跟著轉(zhuǎn),不要太緊���,用實際樣棒來調(diào)整導(dǎo)輥��,如導(dǎo)輥很輕松的在跟著轉(zhuǎn)動����,實際料棒在導(dǎo)衛(wèi)的左右移動又很輕則為最佳(在沒有樣棒時,調(diào)整間隙比實際來料大0.2mm左右)
1��、在軋制(φ14×3)的軋制工藝��,前提條件必須保證軋機左右輥輥縫是一致的��,禁止錯輥�,導(dǎo)衛(wèi)安裝適當�。在保證導(dǎo)衛(wèi)和軋輥調(diào)整良好時,就是保證了料型的基本尺寸是一致的���,三切分軋制關(guān)鍵是料型的變化,料型必須符合基本尺寸�,才能保證軋制的順利進行,才能保證產(chǎn)品合格。
2�����、三切分的導(dǎo)衛(wèi)安裝和調(diào)整〈DCR—3—00〉
?����、俦WC三切分輪的安裝正確�����,保證切分輪的兩個切分韌是平齊的;
?��、谇蟹州喌恼{(diào)整間隙為±10絲;
?��、郾WC分料盒的兩個刀片與切分輪的兩個韌口基本平齊,避免偏斜���,產(chǎn)生粘鋼;
④三切分進口夾板〈進口鏟嘴〉中心必須與切分輪����、三切分刀片的中心線在同一條線上�,注:〈進口鏟嘴與軋輥表面軋槽的間隙應(yīng)為1mm最佳〉�����。
?��、菰谲堉迫蟹謺r,導(dǎo)衛(wèi)的刀片和切分輥必須冷卻良好��,避免兩個切分刀片之間溫度過高產(chǎn)生粘鋼和導(dǎo)輥中心溫度過高會產(chǎn)生自然退火�����,影響使用壽命和軋制��。
?��、奕蟹謱?dǎo)衛(wèi)必須保證與軋機的安裝是正確的,料型的正確性才能保證進一步解決問題;必須保證進出口導(dǎo)衛(wèi)的調(diào)整是良好的��,整個軋制系統(tǒng)良好�����,才能順利達產(chǎn)�。
3、三切分的進口滾動導(dǎo)衛(wèi)和出口滑動導(dǎo)衛(wèi)的調(diào)整同單線的調(diào)整相同��。出口扭轉(zhuǎn)導(dǎo)衛(wèi)〈01-02〉與兩切分扭轉(zhuǎn)導(dǎo)衛(wèi)〈01-02〉的扭轉(zhuǎn)角度調(diào)整相同�����。
?����、跑堉瞥善返娜灰粯哟?����,①中間小��,兩邊大���,應(yīng)把12V軋機下壓;②一邊比一邊大��,則是可以調(diào)節(jié)15H進口是否預(yù)切偏�����,切向進口導(dǎo)輥的調(diào)節(jié)過大����,再檢查兩頭的輥縫是否一致等。
?��、瞥霈F(xiàn)三切分導(dǎo)衛(wèi)粘鋼的現(xiàn)象時�,可以看一下冷卻是否良好����,如,冷卻良好�����,可以看一下���,軋制線的軋槽是否太老了�。15H、16H����,從而造成切分帶變大���,造成刀片兩邊粘鋼����,從而不能保證軋制線的順利軋制���,從而可以考慮一下導(dǎo)衛(wèi)的切分輪是否有破口等。
?、窃谲堉七^程中,調(diào)整可以看成品來進行調(diào)整����,基本在3—4小時對軋機進行軋制調(diào)整,基本一次調(diào)整量在可以20—30絲左右�����,以保證料型的基本正常�����,才能達到順利軋制��。
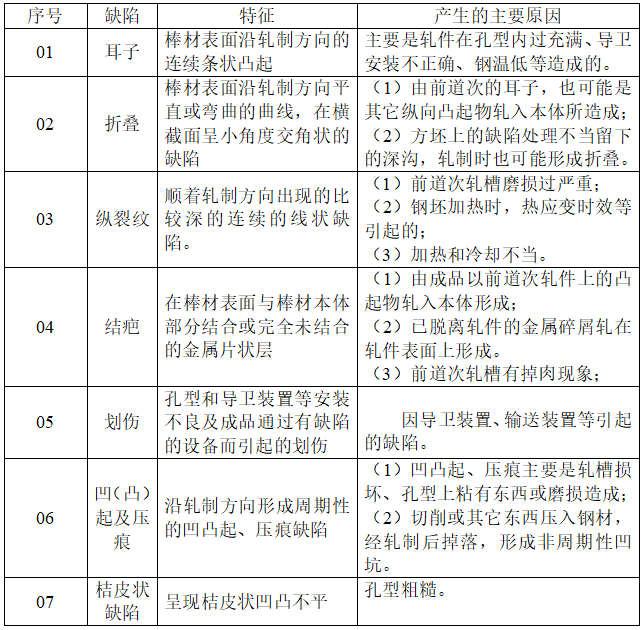
六) 產(chǎn)品品種常見缺陷及產(chǎn)生的原因(見下表)
2022/06/22 10:04:48
683 次



 15358968703
15358968703